ホーンオートメーション
ホーンオートメーション





ホーンオートメーションソリューション
スピーカー自動化ソリューション
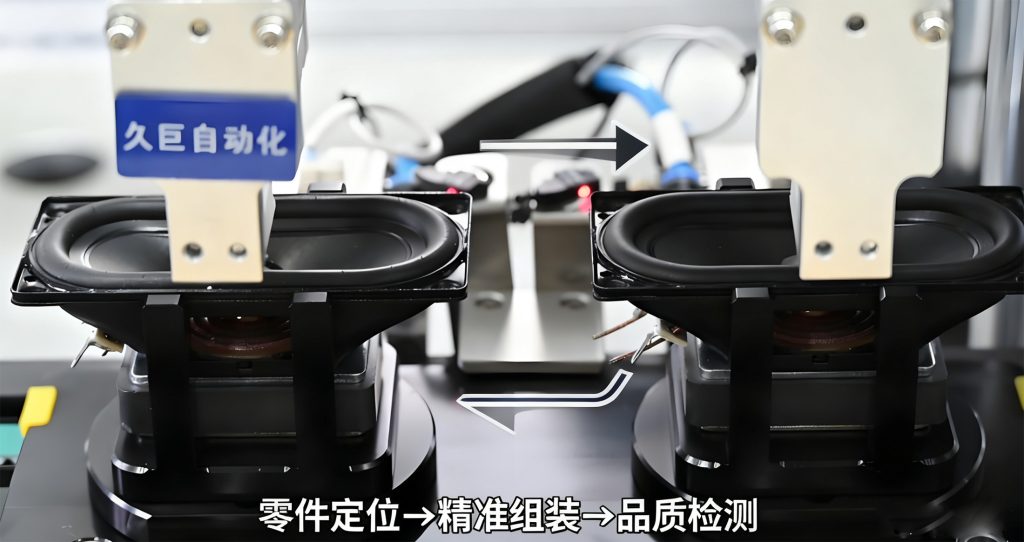
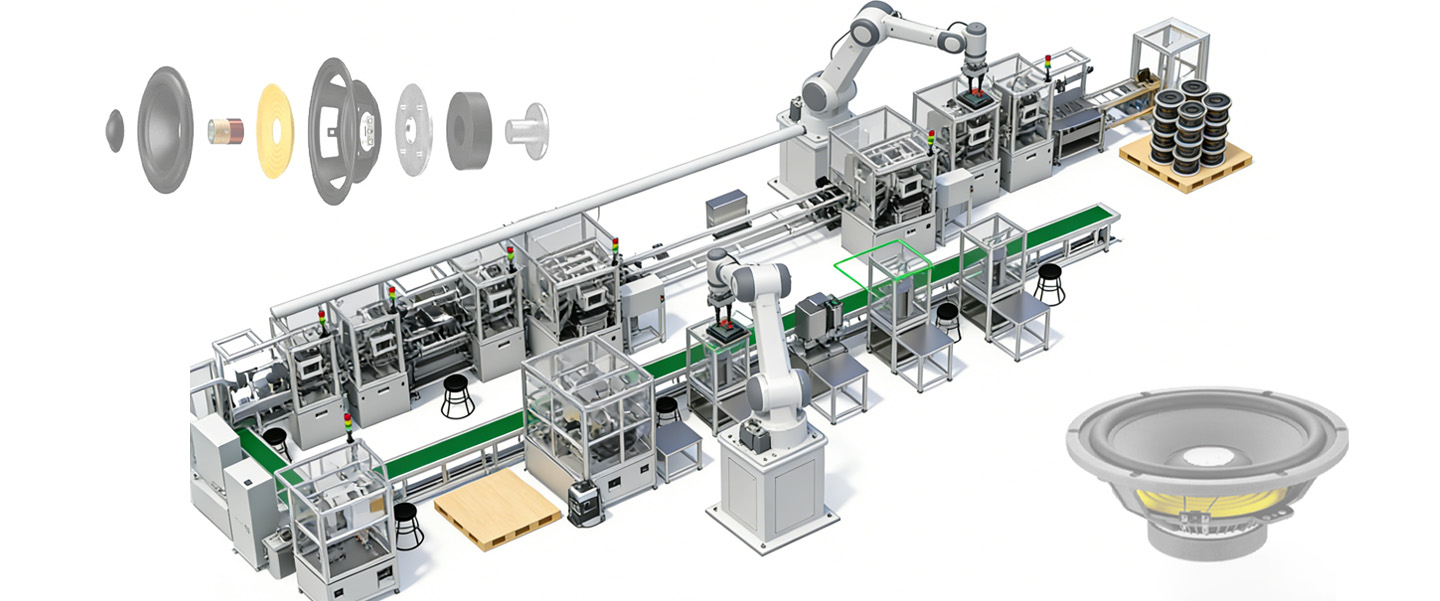
JiuJu Automationは、スピーカーの全工程のインテリジェントなアップグレードに焦点を当て、目視検査、精密組立、AI品質検査、データトレーサビリティの4つのコア技術を統合し、TWSヘッドフォン、カーオーディオ、マルチメディアスマートオーディオスピーカーなどにカスタマイズされたソリューションを提供しています。依存性、不安定な品質管理、長い納期サイクルなど、業界のペインポイントを完全に解決します。スピーカーの製品特性と生産シナリオに基づき、原材料の入庫から完成品の出庫までの全工程自動化システムを構築し、小型・小型・中型の3大カテゴリーをカバーし、多品種・多バッチ生産のニーズに適応する。


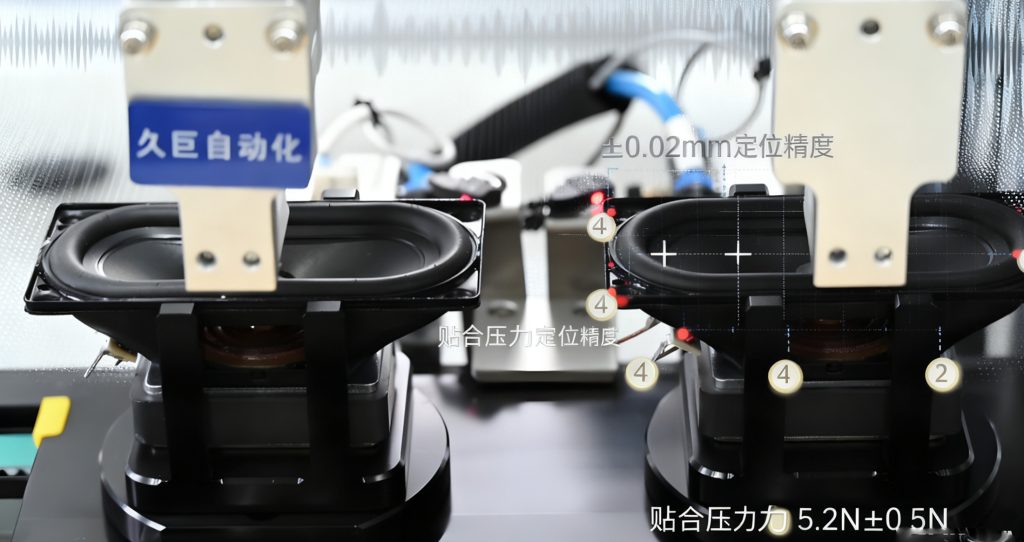
ミニチュアホーン自動化ラインTWS/ウェアラブルデバイスの特殊マイクロスピーカーに向け、高精度ビジョン位置決め(±0.01mm)、圧電ディスペンサー、レーザー溶接などのコア工程を統合し、磁気回路組立、サウンドフィルムラミネーション、はんだ接合検査、電気性能検査などの全自動化を実現した。単一生産ラインは0.8s/個のビートと12万個の日産能力を持ち、手動生産ラインと比較して85%人手を節約し、歩留まり率は95%から99.8%に向上し、AirPods、Huawei FreeBudsなど主流のTWSイヤホンスピーカーの生産に適しています。

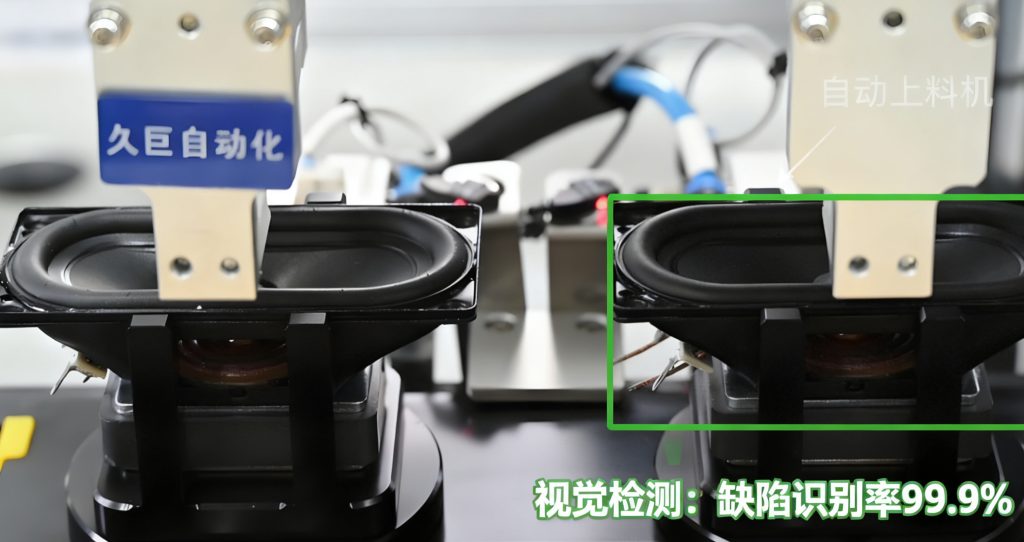
小型ホーン自動生産ラインヘッドホン/スマートスピーカー/テレビスピーカーに適し、AI目視欠陥検出システム(0.02mmの微小欠陥を識別できる)、全自動気密テスト(圧力精度±0.01KPa)、自動巻線などのモジュールを搭載し、多規格フレキシブル生産をサポートし、切り替え時間は25分未満である。生産ラインはモジュール設計を採用し、顧客の生産能力に応じて柔軟に拡張することができます。

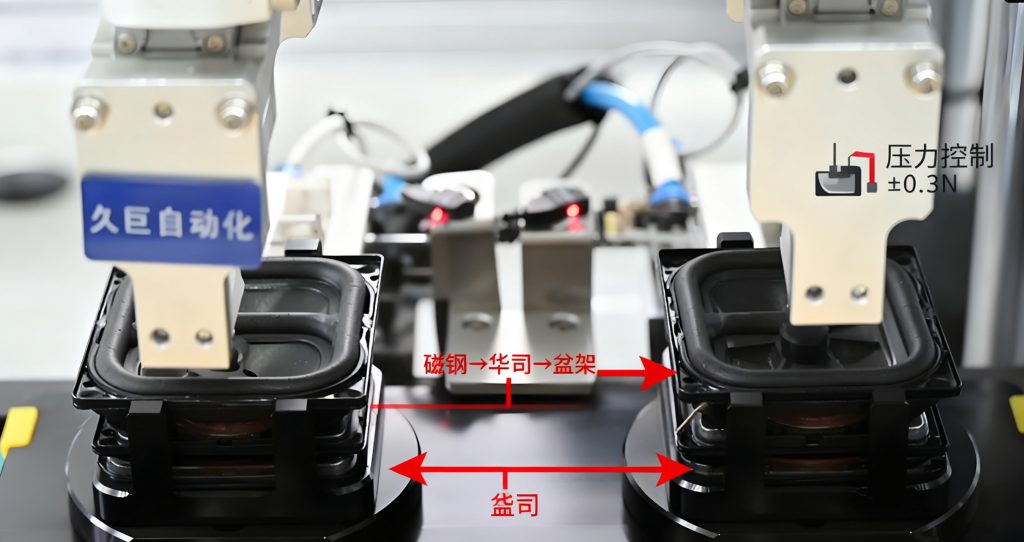
中型ホーン自動化生産ラインカー/ホームオーディオ専用中型スピーカーでは、6軸協働ロボット、高精度力制御組立(±0.05N)、全周波音響検査などの技術を統合し、共通生産ラインで8仕様のスピーカーの生産をサポートし、カーオーディオやスマートホームスピーカーの少量多品種生産需要に対応する。生産ラインにはMESシステムを導入し、生産データのリアルタイム監視と品質異常の自動警告を実現した。