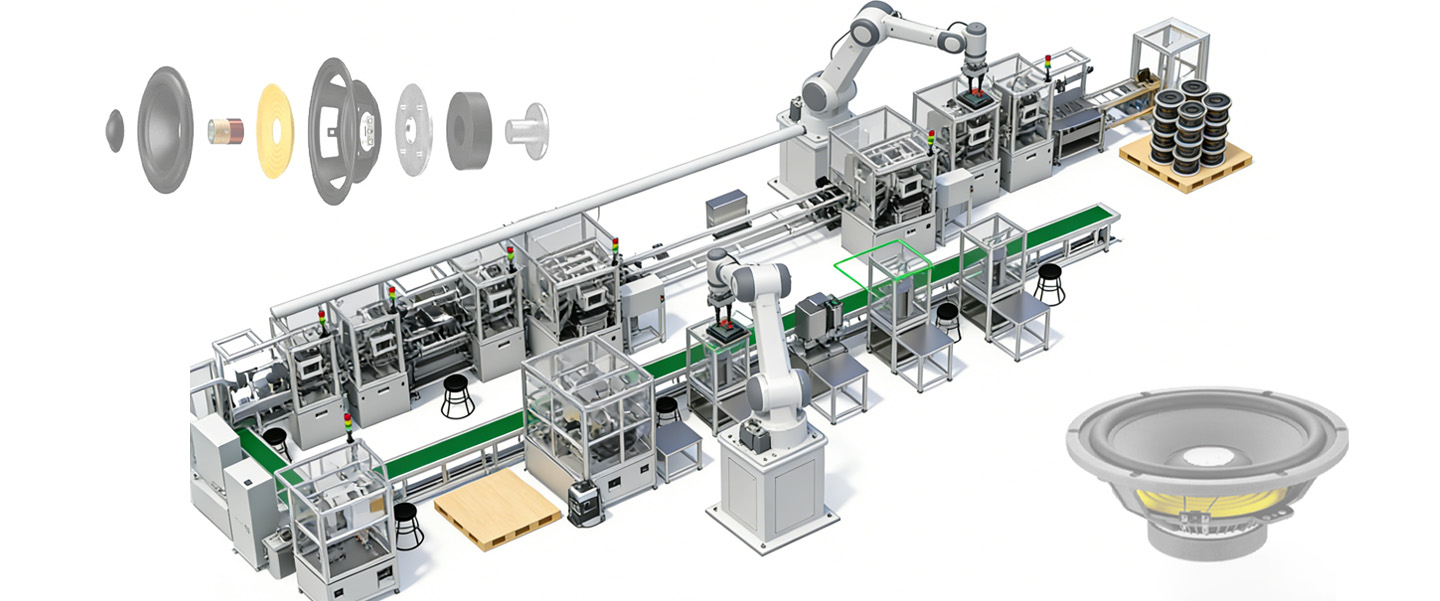
जीजू ऑटोमेशन पूरे स्पीकर उत्पादन प्रक्रिया के बुद्धिमानी से उन्नयन पर ध्यान केंद्रित करता है, जिसमें चार मुख्य प्रौद्योगिकियाँ शामिल हैं: दृश्य निरीक्षण, सटीक असेंबली, एआई गुणवत्ता नियंत्रण, और डेटा ट्रेसबिलिटी। हम TWS इयरफ़ोन, कार ऑडियो सिस्टम, मल्टीमीडिया स्मार्ट ऑडियो स्पीकर्स। इससे उत्पादन क्षमता में 300%+ की वृद्धि, 99.8% की उपज दर, और कुल लागत में 60% की कमी हासिल होती है, और यह श्रम पर निर्भरता, असंगत गुणवत्ता नियंत्रण, और लंबी डिलीवरी चक्र जैसी उद्योग की समस्याओं को व्यापक रूप से हल करता है। स्पीकर उत्पाद की विशेषताओं और उत्पादन परिवेश के अनुरूप, यह एंड-टू-एंड स्वचालित प्रणाली कच्चे माल की प्राप्ति से लेकर तैयार माल की डिस्पैच तक फैली हुई है। यह तीन उत्पाद श्रेणियों—माइक्रो, छोटे और मध्यम—को समायोजित करती है, साथ ही बहु-विनिर्देश, बहु-बैच उत्पादन आवश्यकताओं का समर्थन करती है।
हालाँकि एक टीवी स्पीकर केवल कुछ मुख्य घटकों—जैसे बास्केट, चुंबकीय सर्किट, डायाफ्राम और वॉइस कॉइल—से बना प्रतीत होता है, इसकी असेंबली प्रक्रिया में 12 सटीक चरण शामिल होते हैं, और किसी भी चरण में कोई भी विचलन अंतिम ध्वनि गुणवत्ता को प्रभावित करेगा। और फिर भी,जीजू ऑटोमेशनमेंटीवी स्पीकरों के लिए स्वचालित असेंबली लाइनयहाँ हम स्पष्ट रूप से देख सकते हैं कि घटकों से तैयार उत्पादों तक एक कुशल, मानकीकृत प्रक्रिया कैसे अस्तित्व में आई।
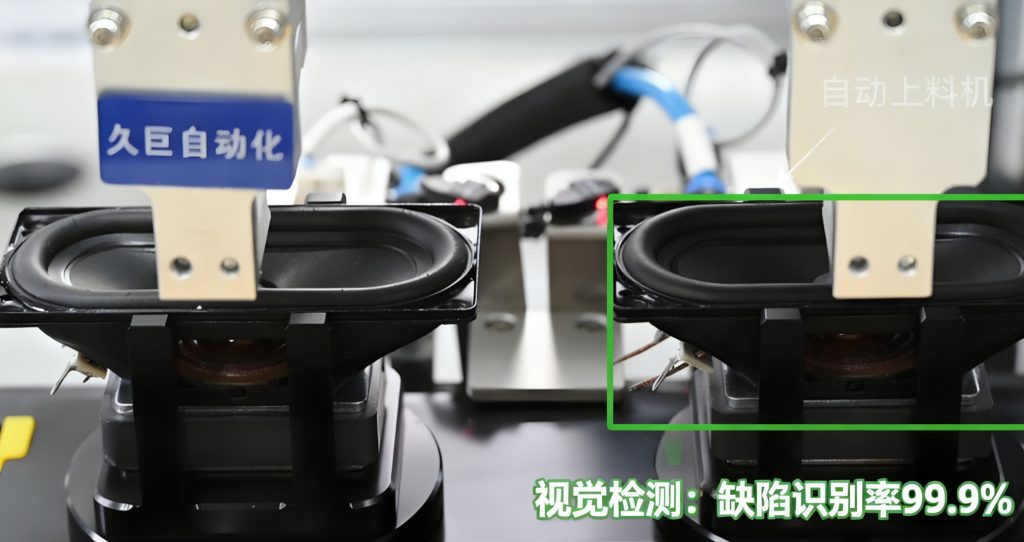
प्रक्रिया का प्रारंभिक बिंदु हैबुद्धिमानीपूर्ण खिलाने का चरणपॉट स्टैंड और मैग्नेटिक स्टील जैसे पुर्जे स्वचालित फीडर के माध्यम से कार्यस्थल तक सटीक रूप से पहुँचाए जाते हैं। उपकरण की विज़न निरीक्षण प्रणाली पहले पुर्जों की सतह पर दोषों की जाँच करती है ताकि दोषपूर्ण वस्तुएँ अगले चरण में न जाएँ — यह कदम तीन मैनुअल गुणवत्ता निरीक्षकों के कार्य को प्रतिस्थापित करता है, जिसकी निरीक्षण सटीकता दर 99.91% है।
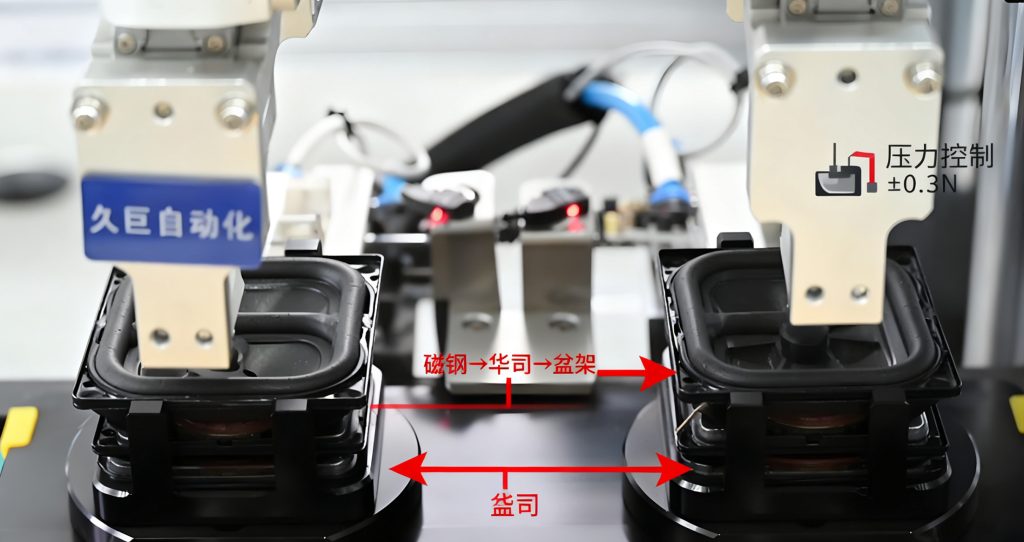
अगला आता हैचुंबकीय परिपथ असेंबली प्रक्रिया: रोबोटिक आर्म ट्रे फ्रेम पर निर्धारित स्थानों पर चुम्बकों और वॉशरों को क्रमबद्ध रूप से रखता है, जबकि उपकरण ±0.3 N की सहनशीलता के साथ निरंतर दबाव लागू करता है ताकि चुम्बकीय परिपथ कसकर फिट हो। “जब मैन्युअल रूप से चुंबकीय सर्किट असेंबल किए जाते हैं, तो असमान दबाव अक्सर चुम्बकों को खिसका देता है, जिससे चुंबकीय क्षेत्र की एकरूपता प्रभावित होती है,” जीयूजू के एक तकनीकी इंजीनियर ने समझाया। “हमारा उपकरण यह सुनिश्चित करता है कि प्रत्येक इकाईलाउडस्पीकर चुंबकीय परिपथ असेंबलीचुंबकीय परिपथ का गैप 0.15 मिमी ± 0.01 मिमी पर बनाए रखा जाता है, जो एकसमान ध्वनि गुणवत्ता सुनिश्चित करने के लिए महत्वपूर्ण है।
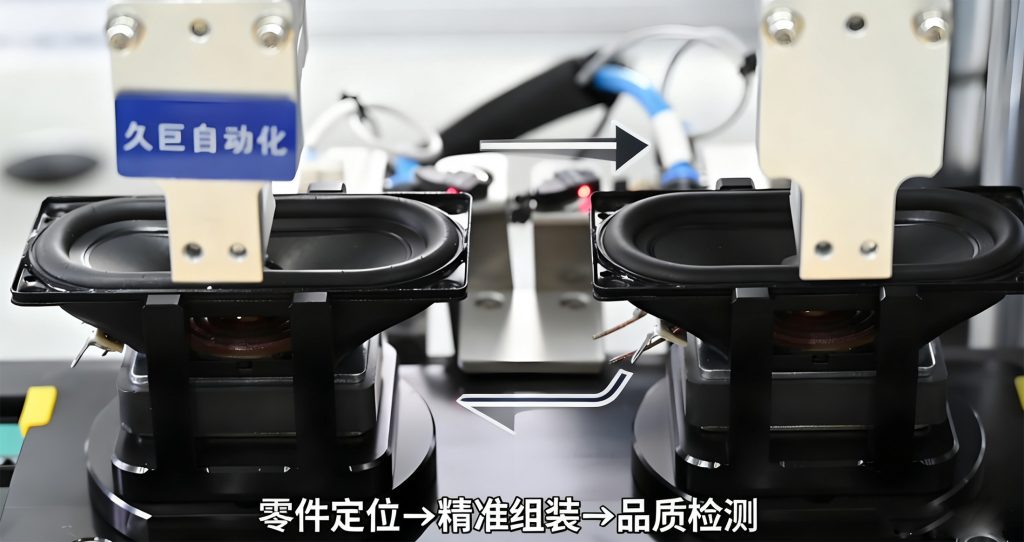
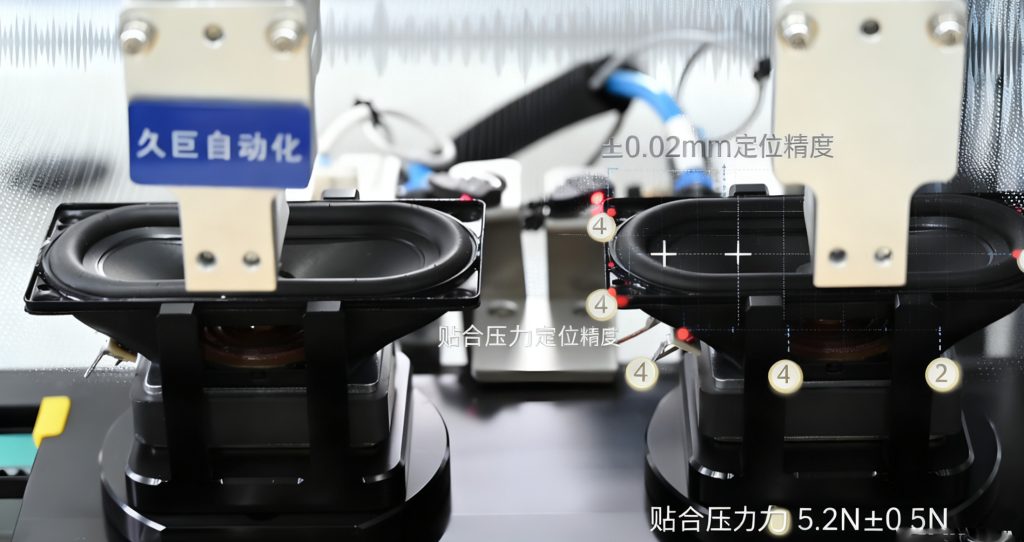
कोर डायाफ्राम बांडिंग प्रक्रिया ठीक वैसी ही है जैसी ऑन-साइट तस्वीर में दिखाई गई है: दो-स्टेशन रोबोटिक आर्म एक साथ डायाफ्राम को उठाती हैं और उन्हें 0.02 मिमी की स्थिति सटीकता के साथ बास्केट के साथ संरेखित करती हैं, जबकि दबाव सेंसर बांडिंग बल पर वास्तविक समय में प्रतिक्रिया प्रदान करते हैं ताकि यह सुनिश्चित हो सके कि डायाफ्राम के किनारे और बास्केट के बीच संरेखण त्रुटि 0.05 मिमी से कम है। — यह चरण सीधे स्पीकर के आवृत्ति प्रतिक्रिया वक्र की स्थिरता निर्धारित करता है; मैन्युअल असेंबली में त्रुटियाँ आमतौर पर 0.2 मिमी से अधिक होती हैं, जिसके परिणामस्वरूप अलग-अलग स्पीकरों के बीच ध्वनि गुणवत्ता में ध्यान देने योग्य अंतर होता है।
बाद की प्रक्रियाएं, जैसे वायरिंग, सोल्डरिंग और धूल कवर का फिटिंग, भी स्वचालित हैं: स्वचालित सोल्डरिंग मशीन का तापमान ठंडे सोल्डर जॉइंट या घटकों को नुकसान से बचाने के लिए 350°C ± 5°C पर नियंत्रित किया जाता है; एक बार धूल कवर फिट हो जाने के बाद, उपकरण स्पीकर में धूल के प्रवेश को रोकने और इसकी सेवा अवधि को प्रभावित होने से बचाने के लिए एयरटाइटनेस परीक्षण करता है।
और अंत में,अंतिम उत्पाद निरीक्षण चरण: एक बार प्रत्येक स्पीकर को असेंबल कर लेने के बाद, इसे स्वचालित रूप से ध्वनिक परीक्षण प्रणाली में भेज दिया जाता है, जहाँ 100–20,000 हर्ट्ज़ तक का एक आवृत्ति प्रतिक्रिया वक्र दर्ज किया जाता है और एक मानक वक्र से इसकी तुलना की जाती है; किसी भी गैर-अनुपालक उत्पाद को स्वचालित रूप से अलग कर दिया जाता है — — घटक इनपुट से तैयार उत्पाद आउटपुट तक पूरी प्रक्रिया प्रति यूनिट केवल 90 सेकंड लेती है और इसमें किसी भी प्रकार का मैनुअल हस्तक्षेप आवश्यक नहीं होता।
इस उत्पादन लाइन को लागू करने के बाद, एक विशेष ऑडियो निर्माता ने न केवल टीवी स्पीकरों के लिए “शून्य मैनुअल असेंबली” हासिल की, बल्कि तैयार उत्पादों की ध्वनि गुणवत्ता पास दर को 89.1% से बढ़ाकर 99.71% कर दिया, साथ ही अंतिम ग्राहकों से आने वाली ध्वनि गुणवत्ता संबंधी शिकायतों की संख्या को 92% तक कम कर दिया।
 स्पीकर ऑटोमेशन जिजूऑटो
स्पीकर ऑटोमेशन जिजूऑटो